 +7 (916) 944-47-34
+7 (916) 944-47-34 
Литье пластика под давлением – это процесс, во время которого пластик меняет свое агрегатное состояние на вязко-текучее, после чего под давлением подается в форму, где и происходит формование конечного изделия.
Методом литья под давлением можно изготовить изделие массой от нескольких долей грамма до десятков килограмм. Данным методом можно изготавливать монолитные, полые, комбинированные, многоцветные и даже армированные изделия. Спектр применяемых в промышленности материалов довольно велик. Метод литья пластика под давлением получил широчайшее распространение в промышленности.
Термопластавтомат является главным оборудованием при производстве, именно в нем находится пресс форма на выходе из которой получается готовое изделие. (рис. 1).

Рис. 1. Термопластавтомат фирмы Engel.
Отличительной особенностью метода является его цикличность, ограничивающая производительность, повысить которую в некоторых случаях помогает наборная пресс форма в которую единовременно отливается сразу несколько или более изделий из пластика.
Достоинства литья пластика под давлением:
- Широкий спектр перерабатываемых термопластов;
- Возможность получить изделие превосходного качества;
- Высокая производительность и огромный запас репродукции пластикового изделия;
- Возможность изготовления тонкостенных изделий из пластика или изделий со сложной геометрией.
- За исключением операций по удалению литников практически отсутствует необходимость дополнительной обработки изделия;
- Полная автоматизация всего цикла производства пластикового изделия.
Недостатки литья пластика под давлением:
- Термопластавтоматы являются довольно габаритными и дорогостоящими устройствами;
- Самая дорогостоящая часть производственного процесса является пресс форма, это высокотехнологичное устройство, которое проектируется и конструируется на заказ под каждое изделие, выполняется из высококачественных материалов и имеет конечный ресурс изготовления изделий. От качества пресс формы напрямую зависит качество конечного изделия.
Суть технологии литья пластика под давлением заключается в следующем (рис. 2).
Гранулированный или порошкообразный пластик из бункера через загрузочное отверстие подается в материальный цилиндр, захватывается вращающимся червяком и транспортируется к выходу из цилиндра, который в зависимости от назначения пластикатора может завершаться формующей головкой, мундштуком и пр. Пластикация полимера происходит в винтовом канале червяка. Глубина винтовой нарезки по длине червяка не постоянна, ее значение зависит от состояния полимерного материала в конкретном сечении материального цилиндра. По мере продвижения материала вдоль цилиндра от его загрузочного отверстия частицы полимера сначала нагреваются и уплотняются, затем расплавляются, после чего расплав подготавливается к процессу подачи в сомкнутую пресс форму и формования пластикового изделия. При заполнении пластиком материальный цилиндр плотно прижимается к узлу смыкания формы до тех пор пока не будет подано достаточное количество материала, достаточного для заполнения всей полости пресс формы. После полного затвердевания пластика пресс форма размыкается и готовое изделие извлекается, при этом, для облегчения процесса съема изделия, материальный цилиндр может отодвинуться от узла смыкания. На этом цикл литья пластика под давлением завершается и можно приступать к следующему.
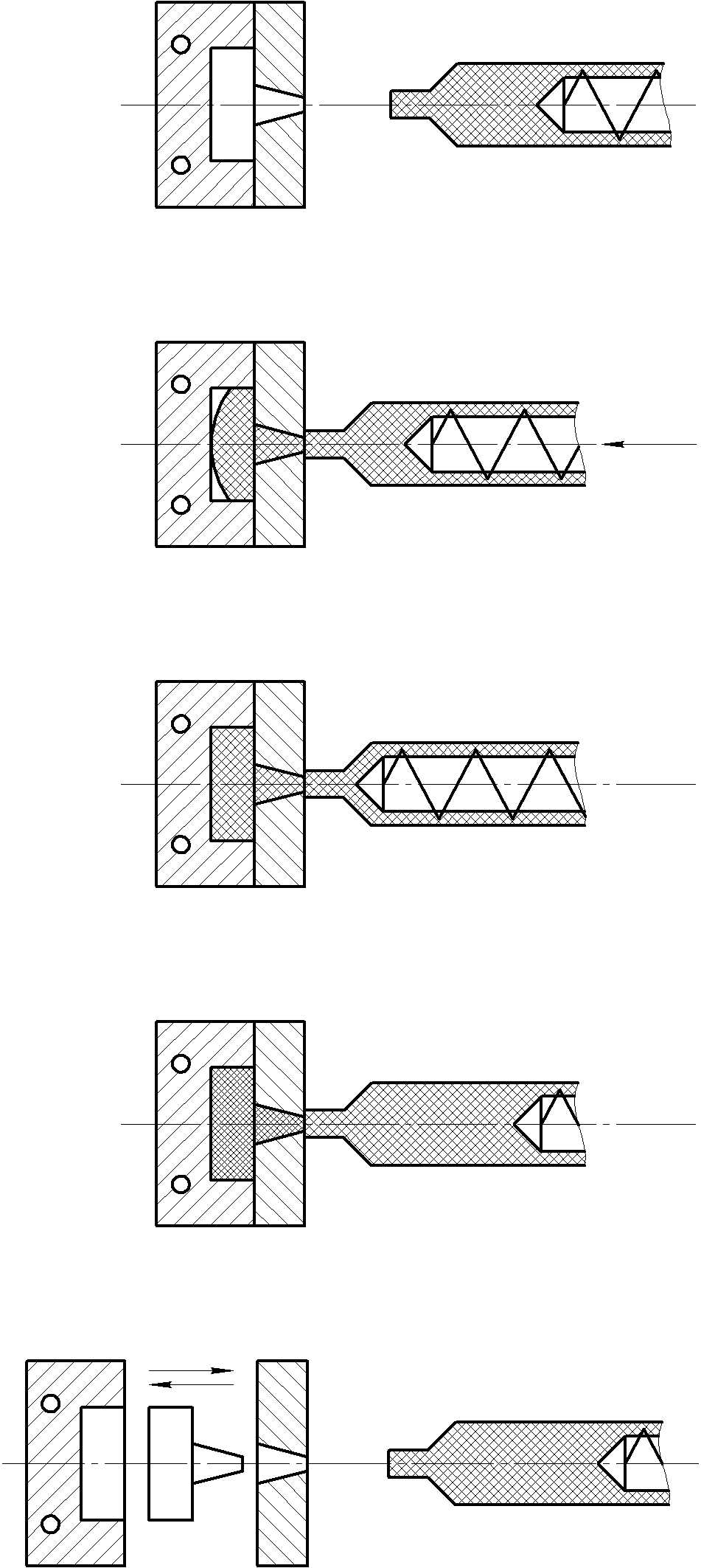
Рис. 2. Принципиальная схема процесса.
Проще говоря весь процесс можно поделить следующим образом:
- Загрузка материала в бункер, из которого через специальное отверстие он попадает в цилиндр;
- Разогрев материала в цилиндре до вязко-текучего состояния;
- Впрыск под давлением расплава в сомкнутую пресс-форму;
- Охлаждение заполненной формы до полного затвердевания пластикового изделия;
- Размыкание пресс-формы и извлечение готового изделия.
Основными технологическими параметрами литья пластика под давлением являются:
- Температура материального цилиндра;
- Температура пресс формы;
- Удельное давление литья пластмассы;
- Усилие смыкания пресс формы;
- Продолжительность каждой стадии в полном цикле.
Температура пластикации при которой полимер меняет свое агрегатное состояние, должна быть на 10-20°С выше температуры текучести. При повышении этой температуры пластик становится более текучем, повышается производительность термопластавтомата, однако вместе с этим повышается скорость термической деструкции.
Температура формы должна быть не выше температуры текучести полимера, при этом не слишком низкой, в противном случае сильное отклонение может служить препятствием для полного и равномерного заполнения пресс формы. Выбор температуры определяется теплофизическими свойствами полимера, конструктивными особенностями пресс формы, давлением литья, а также температурой расплава, поступающего в форму.
Время цикла формования определяется следующими величинами:
- Временем пластикации полимера;
- Временем заполнения пресс формы материалом и выдержки под давлением;
- Временем охлаждения изделия в пресс форме.
Время пластикации напрямую зависит от теплопроводности полимера и характеристик нагревательного цилиндра.
Заполнение пресс формы и выдержка под давлением прекращается в момент застывания полимера во впускных каналах. Затрачиваемое время зависит от конструкции формы, температуры расплава, а также размеров и конструкции системы литников.
Время охлаждения также зависит от температуры расплава, объемов отливки, а также системы охлаждения пресс формы, что наибольшим образом влияет на общее время цикла.
Усилие смыкания пресс формы и удельное давление литья определяют объем и максимальную площадь отливаемого изделия, а также характеризуют конструктивные особенности узла смыкания (рис. 3).

Рис. 3. Узел смыкания и впрыска.
Метод литья пластика под давлением, является одним из самых безотходных, единственные отходы составляет материал, застывший в литниковых каналах. Впрочем и эти отходы можно полностью исключить используя пресс формы с горячеканальной литниковой системой, которая в дополнение к этому увеличивает производительность термопластавтомата, сокращает общее время производственного цикла за счет исключения процесса выдержки и многое другое.



