 +7 (495) 155-45-13
+7 (495) 155-45-13 
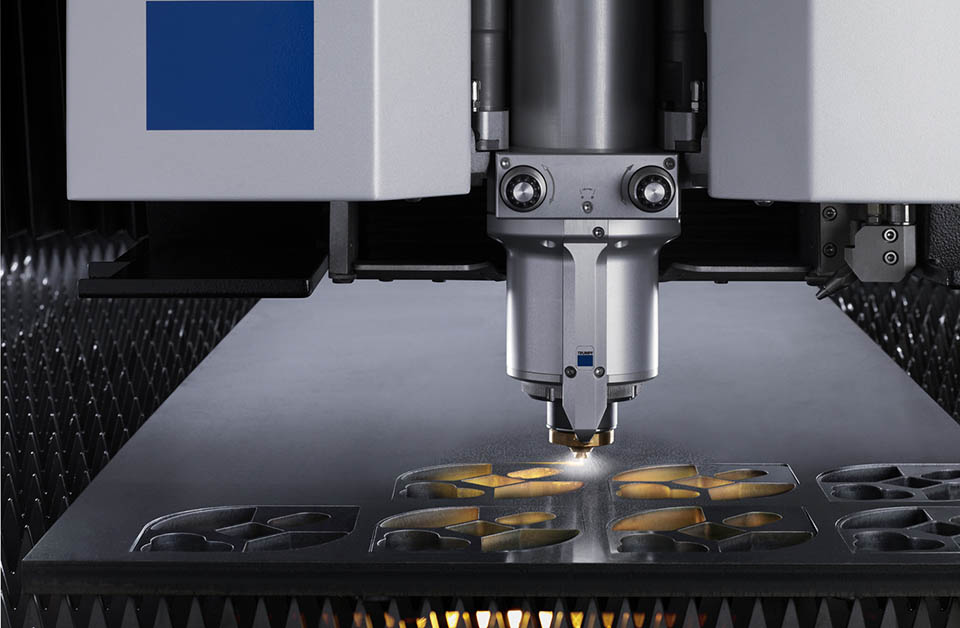
Лазерная резка используется на промышленных производственных линиях. Технология лазерной резки различных материалов использует лазерную установку высокой мощности. Сфокусированный пучок лазерного луча может легко разрезать металл, пластик, камень или практически любой другой материал. В процессе реза, под воздействием мощного лазерного пучка материал плавится, выжигается, испаряется или выдувается струей газа, при этом резы получаются очень узкие и ровные с наименьшей зоной термического влияния. Управление лазерным лучом высокой мощности осуществляет компьютер, что, в сочетании с высокой точностью и качеством реза, позволяет выполнять обработку материала по контуру плоских и объемных заготовок любой сложности с высокой степенью производительности и автоматизации процесса. Прежде чем приступить к раскройке заготовки лазер врезается в нее в точке до тех пор, пока луч не пройдет насквозь, только после этого луч начинает продвигаться по заданной траектории.


Для лазерной резки, используются установки на основе оптоволоконных, твердотельных или газовых СО2 лазеров. На сегодняшний день промышленная резка различных материалов лазером остается довольно дорогостоящей технологией из-за стоимости оборудования и не может полностью вытеснить традиционные способы резки, однако с каждым годом популярность лазерной резки набирает оборот, а цены на станки падают. Экономическая эффективность данной технологии во многом зависит от выбора области и метода применения, есть масса примеров, где лазерная резка незаменима.
Лазерная резка имеет ряд преимуществ. Лазер прожигает листовую заготовку насквозь при этом исключается механический контакт, это дает возможность обрабатывать хрупкие, мягкие и легко деформирующиеся материалы, а также тонкие листы металла на высокой скорости. Однако это совсем не значит, что лазер плохо справляется с твердосплавными материалами, наоборот, твердые сплавы хорошо поддаются обработке. Лазерная резка является универсальным методом раскроя при необходимости работы с широким спектром материалов.
В зависимости от мощности усилителя толщина варьируется, например для 2кВт:
- Сталь конструкционная (Ст3, Ст10, и т.д.) от 0,2 мм до 10 мм;
- Нержавеющая сталь от 0,2 мм до 10 мм;
- Медь от 0,2 мм до 6 мм;
- Алюминиевые сплавы от 0,2 мм до 6 мм;
- Латунь от 0,2 мм до 6 мм;
- Титан от 0,2 мм до 6 мм.
Более вязкий метал обрабатывается хуже, по этому для цветных металлов толщины меньше.
Возможная толщина материала зависит от типа и мощности лазера, а качество и скорость обработки металлов сильно зависят от теплопроводности. Металлы с низким уровнем теплопроводности обрабатываются лучше, так как материал на срезе не успевает перегреваться, в противном случае может образовываться окалина.

Работа лазерной установки неотъемлемо связана с выделением большого количества тепла, сконцентрированного в лазерном пучке, поэтому не последняя роль уделяется системе охлаждения лазерного устройства, которая отводит избыток тепла через теплообменник или охлаждающую установку. В качестве теплоносителя чаще всего применяется вода или воздух.
Исходным информационным носителем о геометрической форме, изготавливаемого на лазерном станке, изделия, служит чертеж, выполненный в чертежной программе и сохраненный в файл одного из форматов: «.dwg», «.dxf» – AutoCAD, «.cdr» – CorelDraw.
Максимальный размер вырезаемого фрагмента –2990 х 1490 мм.
Заказчик может использовать материал производителя или предоставить подготовленные заготовки размером не более 3000 мм х 1500 мм.



